

Processus de production simple de billes d'acier
Formation d'ébauches de billes → retrait d'anneau → meulage grossier → meulage doux → formation d'ébauches de billes → bille lisse (ou limage → meulage doux) → meulage dur → meulage fin → meulage de précision (ou polissage) → meulage ultra précis.
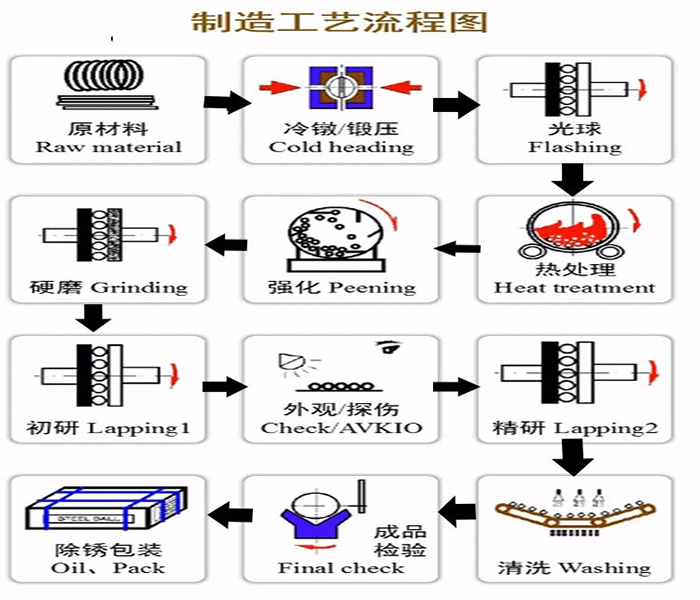
Processus de production détaillé des billes d'acier
1. Tréfilage : Étirez le fil au diamètre souhaité à l’aide d’une machine à tréfiler ;
2. Frappe à froid (forgeage) : placez le fil tiré dans une machine de frappe à froid de billes d'acier et utilisez la matrice en acier à l'intérieur de la machine pour le forger en une ébauche de bille ;
3. Lightball : deux plaques circulaires de boule de broyage en fonte à l'intérieur de la machine à boules lumineuses pressent et liment l'embryon à froid pour retirer l'anneau extérieur et les deux pôles de l'embryon ;
4. Boule molle : Deux plaques circulaires de boule de meulage en fonte à l'intérieur de la machine à boule molle liment l'embryon de boule légère pour le broyer dans le diamètre de boule et la rugosité de surface requis ;
5. Traitement thermique : placez la bille dans un four de traitement thermique, en la cémentant, en la trempant et en la tempérant pour lui donner une certaine couche de cémentation, une certaine dureté, une certaine ténacité et une certaine charge d'écrasement ;
6. Meulage dur : le disque de meule à l'intérieur de la rectifieuse met sous pression et broie l'ébauche de bille traitée thermiquement pour éliminer la couche d'oxyde noir sur la surface de la bille et corriger la précision de la bille ;
7. Nettoyage de meulage/polissage de précision : Meulage de précision : Broyez l’embryon de la boule de broyage dans la rectifieuse de précision pour obtenir la précision et la douceur requises du produit fini ;
Polissage et nettoyage : versez la boule dans le tambour de polissage et faites-la tourner, puis nettoyez la surface sphérique avec un agent de nettoyage de polissage et de l'eau pour la rendre propre et brillante ;
8. Sélection de l'apparence : utilisez une inspection visuelle manuelle pour vérifier tout défaut sur la surface de la bille d'acier, utilisez un micromètre pour mesurer la vraie rondeur, la variation du diamètre du lot et utilisez un appareil de mesure de la rugosité de surface pour détecter la rugosité de la surface lors de l'inspection finale ;
9. Emballage : Enduisez les billes d'acier/les billes d'acier inoxydable/les billes d'acier à roulement d'huile antirouille et emballez-les dans des boîtes en carton ou des sacs tissés.
Avec le développement de la technologie, la demande de gros roulements à usage intensif dans l'industrie de fabrication d'équipements a encore augmenté en termes de quantité et de qualité, et les exigences en matière de quantité et de qualité de support des billes d'acier de gros roulements doivent également être augmentées en conséquence. La variation de diamètre du lot de billes d'acier doit être faible, la rugosité de surface de la bille d'acier doit être faible, la précision doit être élevée et la différence entre la dureté du noyau et la dureté de surface de la bille d'acier doit être faible. Le diamètre des grosses billes d'acier à roulement a maintenant atteint 150 mm à 200 mm.
Le processus de fabrication des billes d'acier à gros roulements diffère de celui des spécifications ordinaires. La comparaison suivante est effectuée :
1. Processus de fabrication de billes d'acier à gros roulements :
Découpe - Forgeage - Recuit - Tournage - Traitement thermique - Meulage dur - Recherche initiale - Recherche de précision ;
2. Processus de fabrication de billes d'acier à roulement de spécification ordinaire :
Tréfilage - Frappe à froid - Bille légère - Bille molle - Traitement thermique - Meulage dur - Meulage fin ;
Processus de fabrication de billes d'acier à roulement importées
1) Équipement de fabrication utilisant des billes d'acier à roulement importées
2) Tout d'abord, actionnez le vérin hydraulique pour faire avancer la plaque de meulage jusqu'à ce que la bille d'acier du roulement puisse être placée entre les deux plaques de meulage.
3) Installez la sortie de boule et maintenez-la en vrac. Notez la broche pour remplir l'espace entre les deux plaques de broyage avec des billes d'acier et ajustez la sortie de la bille à
La lame collectrice de billes est fermement fixée à l'extrémité de la plaque de meulage (ou de la meule) et fixée à la sortie de bille. À ce stade, il est conseillé d’appliquer une pression sur les deux plaques de broyage pour entraîner la bille en acier chromé en rotation.
4) Fermez le couvercle de protection, démarrez la pompe à eau, démarrez le bac à matériaux et démarrez l'arbre principal.
5) Selon les habitudes de processus de chaque usine, ajustez la vitesse de la broche et du plateau de matériaux, et ajustez la quantité de billes pour garantir que les billes d'acier dans chaque rainure de la plaque de guidage sont uniformément réparties.
Uniformément réparti et ne se chevauchant pas.
6) Réglez la pression de meulage, tournez le pressostat du panneau de commande en position ouverte, réglez la vanne d'augmentation de pression sur le panneau de la station hydraulique et soulevez-la.
Spécifiez la pression et verrouillez-la dans chaque usine, et faites attention au système hydraulique pour maintenir la pression pendant le démarrage.
7) Dans des conditions de travail normales, il est nécessaire d'observer régulièrement l'état de fonctionnement, la pression et l'entrée et la sortie en douceur de l'hôte.
8) Lorsque la bille d'acier atteint la taille et la qualité de surface spécifiées, réduisez d'abord la pression de travail, puis appuyez sur le bouton d'arrêt principal.
9) Préparez le récipient pour retirer la bille en acier du roulement.